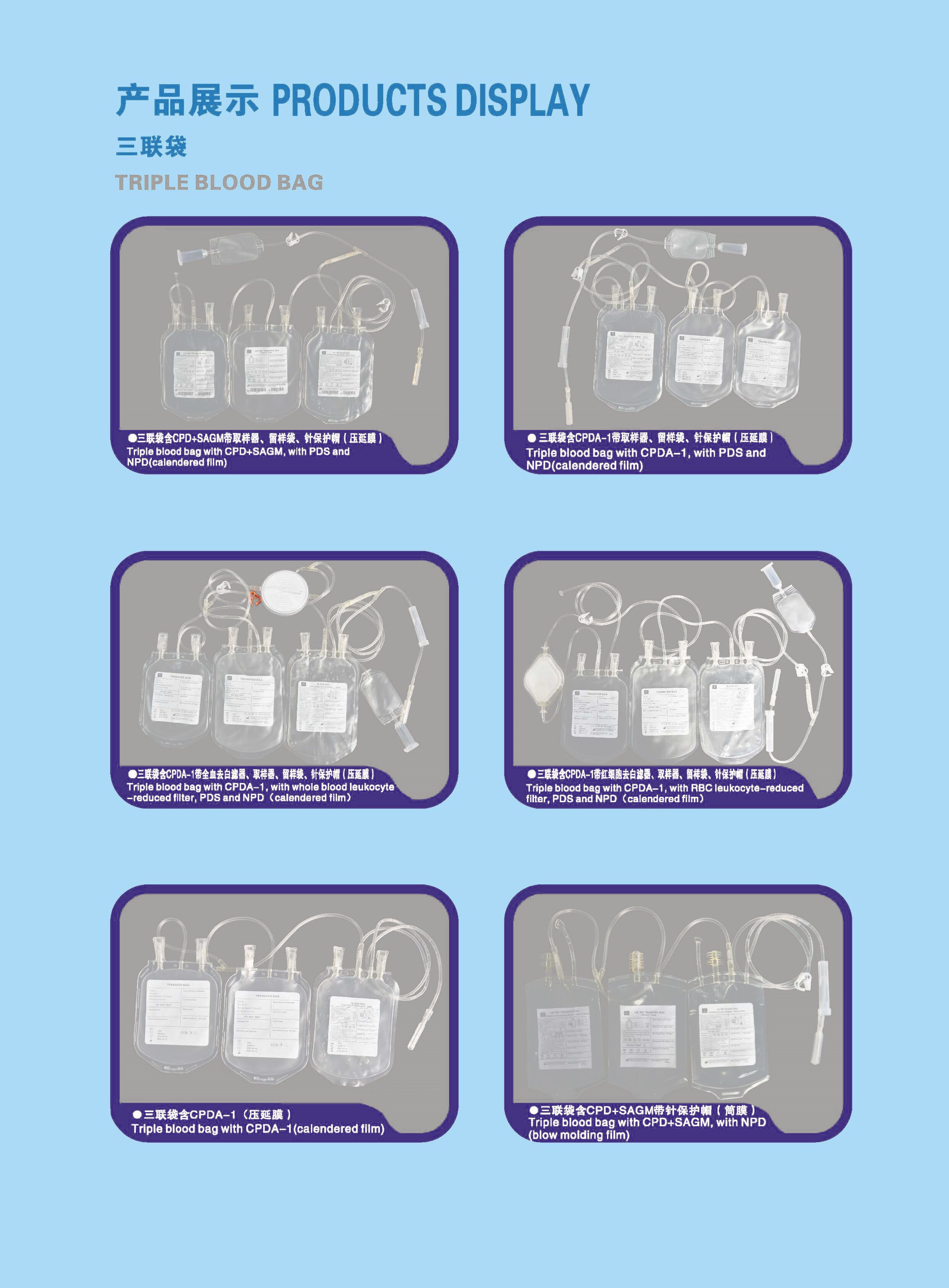
medical grade blood bag
A medical grade blood bag represents a crucial component in modern healthcare systems, serving as the primary vessel for collecting, storing, and transfusing blood and blood components. These specialized containers are manufactured under stringent quality control standards to ensure maximum safety and efficacy in blood banking operations. The medical grade blood bag features a multi-layered construction using biocompatible materials that prevent contamination while maintaining blood integrity throughout storage periods. Each bag incorporates advanced polymer technology that creates a barrier against bacterial infiltration and oxidative damage. The design includes multiple access ports with secure closure systems, allowing healthcare professionals to safely collect blood from donors and subsequently prepare it for transfusion or component separation. Modern medical grade blood bag systems often feature integrated tubing sets with precise flow control mechanisms, enabling accurate measurement and controlled transfer of blood products. The bags undergo rigorous testing protocols to verify their sterility, durability, and compatibility with various blood preservation solutions. Temperature resistance capabilities ensure that the medical grade blood bag maintains structural integrity across the required storage temperature ranges, from refrigerated conditions to room temperature handling. The manufacturing process adheres to international medical device regulations, including ISO standards and FDA guidelines, guaranteeing consistent quality and reliability. Each medical grade blood bag is individually sterilized using validated methods such as gamma radiation or ethylene oxide, eliminating potential pathogens while preserving material properties. The transparent construction allows for visual inspection of blood products, enabling healthcare workers to assess color, clarity, and overall quality before administration. Advanced leak-proof sealing technology prevents product loss and maintains sterile conditions throughout the entire storage and handling process.