blood bag manufacturer
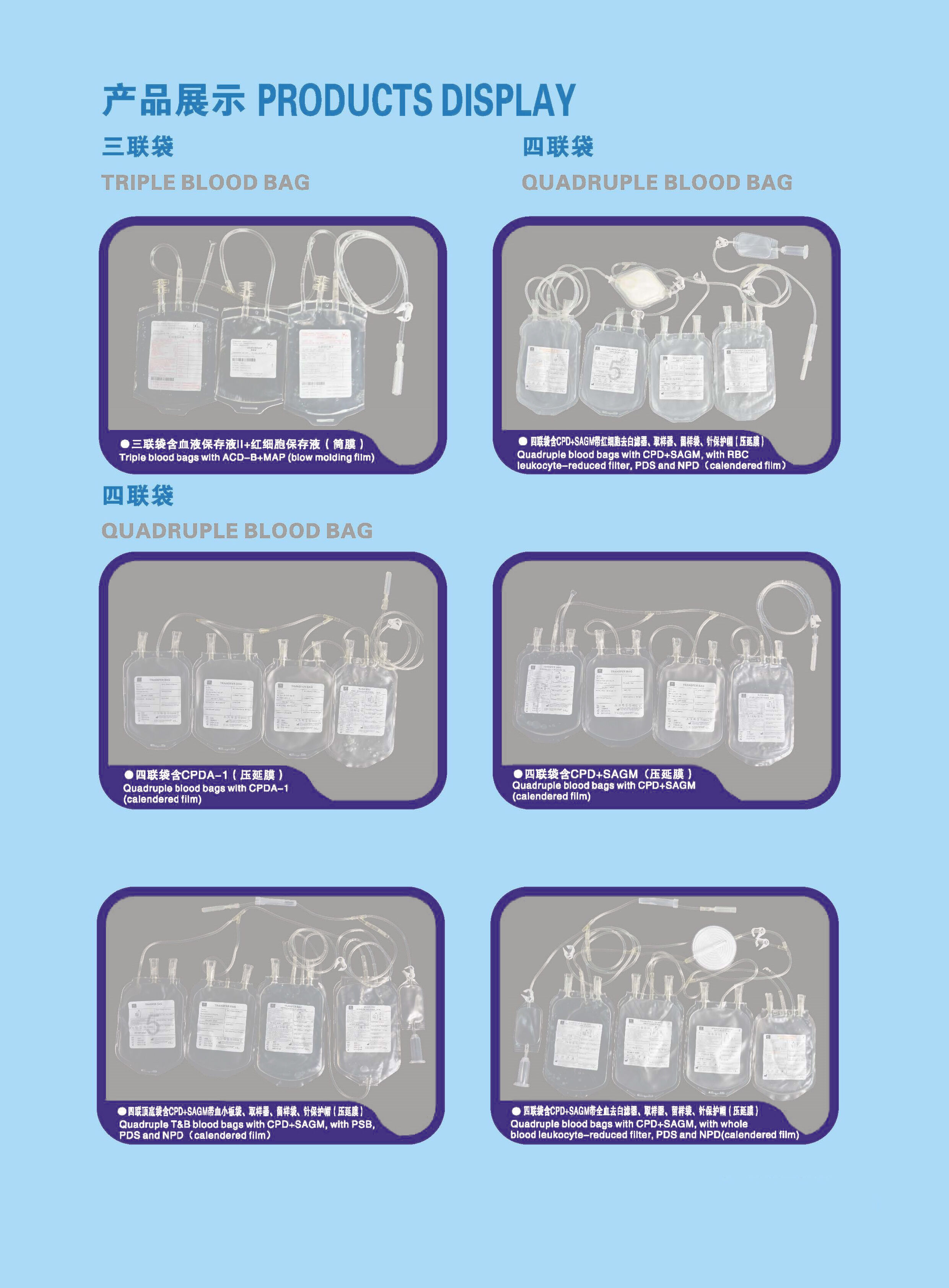
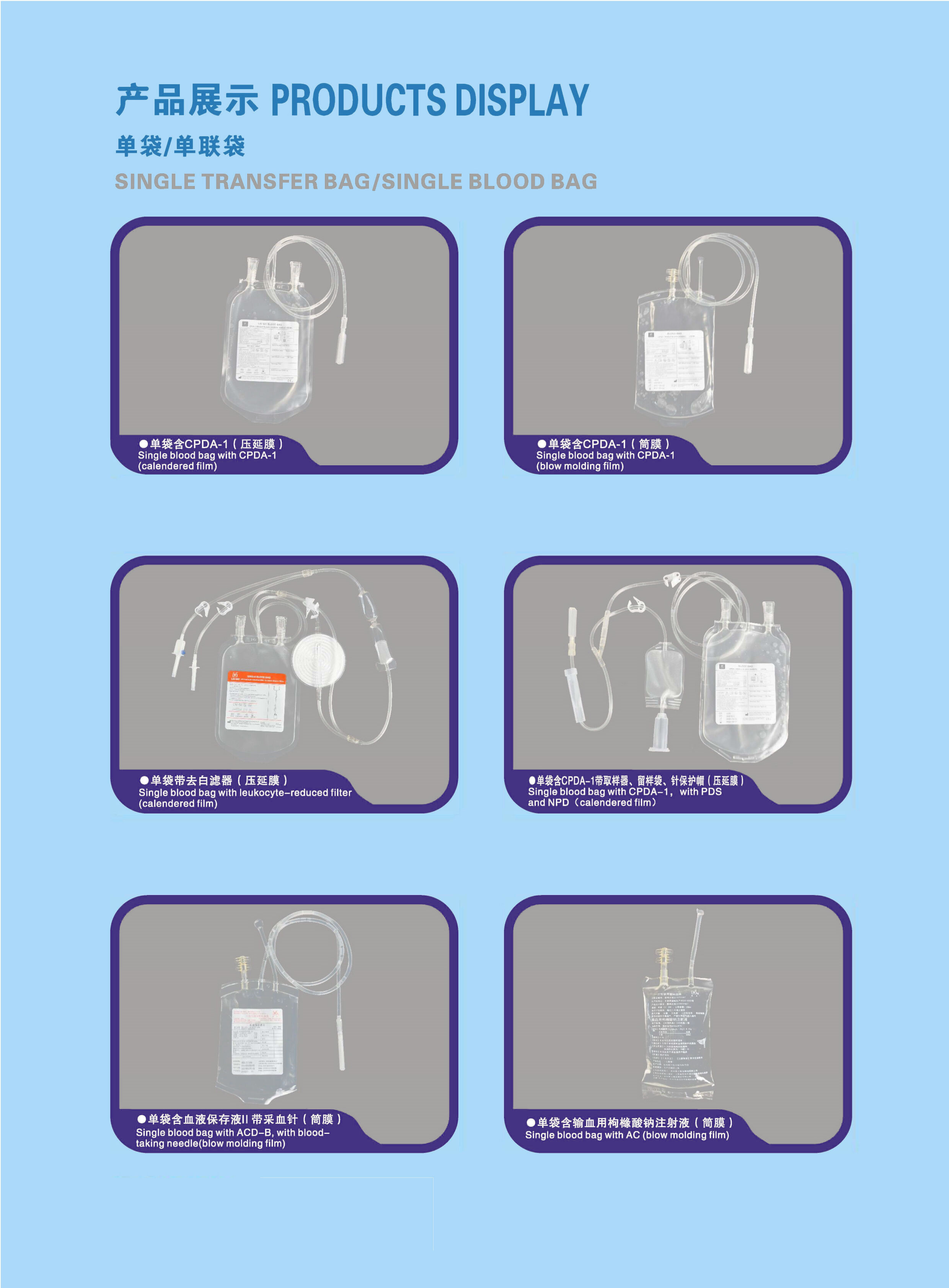
A blood bag manufacturer serves as a critical cornerstone in the global healthcare infrastructure, producing specialized medical containers designed for the safe collection, storage, and transfusion of blood and blood components. These sophisticated medical device companies operate under stringent regulatory frameworks, ensuring that every blood bag meets international safety standards and quality requirements. The primary function of a blood bag manufacturer involves creating sterile, biocompatible containers that maintain blood integrity throughout the entire donation and transfusion process. Modern blood bag manufacturer facilities utilize advanced polymer technology, typically employing materials such as polyvinyl chloride (PVC) or ethylene vinyl acetate (EVA) to construct flexible, durable containers. These materials undergo rigorous testing to ensure they prevent hemolysis, maintain proper pH levels, and preserve essential blood components during extended storage periods. The technological features integrated by leading blood bag manufacturer companies include multi-chamber systems that allow for component separation, integrated tubing systems with various connection ports, and specialized anticoagulant solutions that prevent clotting during collection. Advanced blood bag manufacturer operations incorporate automated production lines equipped with precision molding equipment, sterile filling systems, and comprehensive quality control mechanisms. Applications for blood bag manufacturer products span across multiple healthcare sectors, including hospital blood banks, independent blood donation centers, military medical facilities, and emergency response units. Each blood bag manufacturer must comply with FDA regulations, CE marking requirements, and ISO certification standards to ensure product safety and efficacy. The manufacturing process involves multiple stages, from raw material selection and compound preparation to final packaging and sterilization procedures, all conducted within controlled clean room environments to maintain sterility and product integrity.