n95 mask manufacturer
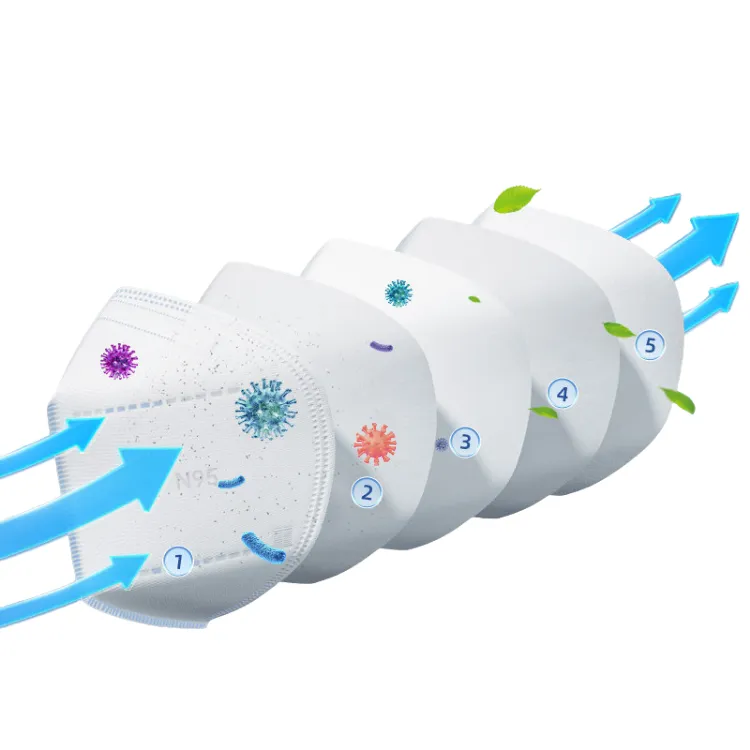
A leading n95 mask manufacturer represents a specialized company dedicated to producing high-quality respiratory protection equipment that meets stringent National Institute for Occupational Safety and Health (NIOSH) standards. These manufacturers focus on creating masks that filter at least 95 percent of airborne particles, including dust, pollen, bacteria, and other potentially harmful microorganisms. The primary function of an n95 mask manufacturer involves designing, testing, and mass-producing respiratory protective devices using advanced filtration technology and premium materials. Modern n95 mask manufacturer facilities incorporate sophisticated production lines equipped with electrostatic charging systems, ultrasonic welding equipment, and automated quality control mechanisms. The technological features employed by a professional n95 mask manufacturer include multi-layer filtration systems combining polypropylene nonwoven fabric, meltblown filter media, and electrostatic treatment processes. These manufacturers utilize precise manufacturing techniques to ensure proper face seal integrity, comfortable fit, and optimal breathing resistance. Applications for n95 masks produced by established manufacturers span across healthcare settings, industrial environments, construction sites, and personal protection scenarios. Healthcare workers rely on n95 masks during medical procedures, while construction professionals use them for protection against dust and particulate matter. An experienced n95 mask manufacturer maintains strict quality assurance protocols, conducting regular performance testing to verify filtration efficiency, breathing resistance, and structural integrity. The manufacturing process involves careful selection of raw materials, precise cutting and shaping procedures, and thorough sterilization protocols. Leading n95 mask manufacturer companies invest heavily in research and development to improve comfort features, enhance filtration capabilities, and develop innovative designs that accommodate diverse facial structures and occupational requirements while maintaining compliance with regulatory standards.