n95 mask factory
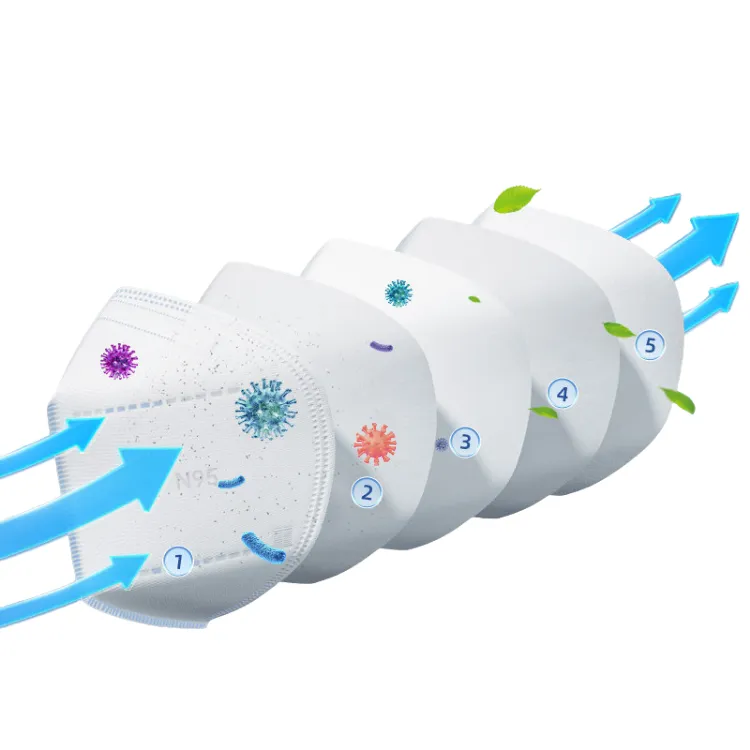
An n95 mask factory represents a sophisticated manufacturing facility dedicated to producing high-quality respiratory protection equipment that meets stringent safety standards. These specialized production centers combine advanced filtration technology with precise manufacturing processes to create masks that filter out at least 95 percent of airborne particles measuring 0.3 microns or larger. The n95 mask factory operates under strict quality control protocols, ensuring each product meets or exceeds National Institute for Occupational Safety and Health certification requirements. Modern facilities incorporate automated production lines, advanced material handling systems, and comprehensive testing laboratories to maintain consistent product quality. The manufacturing process begins with non-woven polypropylene fabric layers that undergo electrostatic charging to enhance filtration efficiency. Ultrasonic welding technology bonds multiple layers together while maintaining structural integrity and breathability. Quality assurance teams conduct rigorous testing throughout production, including particle filtration efficiency tests, breathing resistance measurements, and fit testing protocols. These facilities typically feature clean room environments with controlled temperature, humidity, and air quality to prevent contamination during manufacturing. The n95 mask factory also implements advanced inventory management systems to track raw materials, monitor production schedules, and ensure timely delivery to healthcare providers, industrial clients, and retail distributors. Environmental sustainability measures include waste reduction programs, energy-efficient machinery, and recyclable packaging solutions. Production capacity can range from thousands to millions of masks daily, depending on facility size and equipment configuration. Many facilities maintain emergency production capabilities to rapidly scale output during health crises or increased demand periods. The integration of digital monitoring systems allows real-time production tracking, predictive maintenance scheduling, and immediate quality deviation detection, ensuring optimal operational efficiency and product reliability throughout the manufacturing process.